


-
 Сварочное оборудование
Сварочное оборудование
- Сварочные материалы
- Спецодежда (СИЗ)
- Оборудование для резки
- Газосварочное оборудование



Сварочный аппарат (инвертор) давно стал популярным инструментом сварщика при производстве сварочных работ.
Разнообразие моделей на рынке часто ставит начинающих сварщиков в тупик с выбором аппарата, а профессионалы все больше обращают внимание на наличие современных функций, которые позволяют быстрее и качественнее выполнить сварочные работы.
Не редко встречаются вопросы, связанные с тем, что обозначает та или иная функция сварочного аппарата. Именно этому посвящена информация ниже.
Итак, расшифровка (обозначение) функций сварочного аппарата или инвертора:
ANTI STICK – «антизалипание». Решает распространённую проблему залипания электрода во время поджига дуги. Обеспечивает автоматическое понижение сварочного тока, после чего электрод легко отделяется от объекта сварки, а сварочный аппарат затем восстанавливает начальные параметры сварки.
ARC FORCE – «форсаж дуги». Данная функция дает возможность увеличения тока на короткий период в момент отрыва капли металла от электрода. Благодаря этому процесс переноса капель через дуговой промежуток становится равномерным и четким. Сама сварка становится более легкой для исполнения, тем самым упрощая создание, например, вертикальных швов.
ARC POWER – «мощность дуги». Поддерживает горение дуги, и предотвращает разбрызгивание металла по рабочей поверхности.
AC WAVE – «настройка формы волны». Функция предоставляет возможность регулировать скорость и глубину провара с помощью формы волны (например, синусоидальной или прямоугольной).
BALANCE – Позволяет настроить баланс полярности переменного тока, предоставляя сварщику возможность регулировать длительность баланса и, как следствие, форму и ширину сварочного шва.
BURN BACK – «отжиг проволоки». Автоматическая функция растяжки дуги. Дает максимально правильное отсоединение проволоки от сварочного шва, обеспечивая точное завершение процесса сварки и оставляя нужную длину конца проволоки для следующего этапа.
DOWN SLOPE/ Crater Arc – «режим заварки кратера». Плавный спад тока в конце сварки для получения качественного шва с оптимальным заполнением «кратера». Особенно актуально для нержавейки и алюминия.
FCAW (Flux Cored Arc Welding) – «сварка порошковой проволокой». Дает возможность осуществлять сварку с помощью порошковой проволоки без подачи защитного газа. Особенно актуально на открытом воздухе и высоте.
FLOW CONTROL – «датчик потока». Регулирует систему потока жидкости. В случае, если в аппарате закончилась вода, он перестает работать, тем самым предотвращая перегревание/плавление горелки и сопутствующих кабелей.
FOCUS ARC – «сфокусированная дуга». При нажатии кнопки активации функции выбирается наиболее «короткая» дуга с максимальной стабильностью, обеспечивая глубокий провар и меньшее количество брызг.
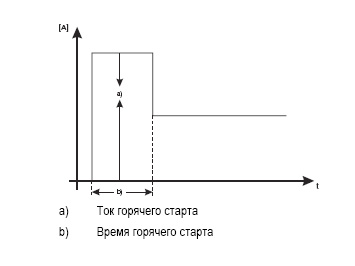
HOT START – «горячий старт». Особенно актуально для новичков, которые еще не освоили оптимальный алгоритм поджига дуги. Данная функция обеспечивает кратковременное увеличение сварочного тока в момент касания электрода с объектом сварки, что обеспечивает легкое и комфортное начало сварки.
PFC (Power Factor Correction) – «коррекция фактора мощности». Функция позволяет повысить уровень напряжения на инверторный модуль в случае необходимости, тем самым повышая мощность и производительность аппарата от существующей сети.
PRE GAS и POST GAS – Функция осуществляет начальную и конечную продувку рабочей поверхности газом. Это позволяет избежать трещин, пустот и окисления в сварочном шве.
PWS – Регулировка (переключение) полярности прямо на панели сварочного аппарата (инвертора) или с помощью пульта дистанционного управления в любой необходимый момент времени.
SOFT SWITCH – «мягкая коммутация». Значительно уменьшает скачки сварочного тока, что повышает качество шва, стабильность поджига и всего сварочного процесса.
SWITCHABLE – «переключаемый». Дает возможность работы сварочного аппарата с разным сетевым напряжением.
VRD (Voltage Reduction Device) – «устройство снижения напряжения». Автоматически снижает напряжение до безопасного уровня во время холостого хода инвертора, т.е. когда аппарат включен, но сварка в этот момент не производится.
2 and 4 STEP WELDING – «2 и 4-х тактный режим сварки». Контроль над короткими и длинными сварочными швами соответственно.
При 2-х тактном режиме сварщик самостоятельно регулирует процесс нажатием в нужный момент кнопки на горелке. Отлично подойдет для сварки в труднодоступных местах, точечной сварки и «прихвата» металла.
При 4-х тактном режиме, наоборот, не требуется длительного удержания кнопки на горелке, что существенно облегчает сварку длинных швов.
620137 г. Екатеринбург, Промышленный проезд, 11 литер Е
г. Новый Уренгой, Восточная промзона, панель В, в здании «Склад № 18»
г Санкт-Петербург, переулок Апраксин, дом 19-21




